

锆板的加工工艺有哪些
一、熔炼(高纯制备)
真空电弧熔炼 VAR:真空下电弧熔化锆料,铸锭直径 300–800mm,严控 O≤0.16%、N≤0.007%。
电子束熔炼 EBM:高真空电子束熔化,纯度更高,适合核级 / 高端化工用锆板。
关键:隔绝空气,降低 Hf、O、N 杂质,防止脆化。

二、热加工(锻造 + 热轧)
锻造(板坯制备)
温度:800–900℃(β 相变点以下)。
方式:自由锻 / 模锻,压下量 40%–60%,破碎铸态组织、细化晶粒。
热轧(厚板成型)
温度:700–850℃,多道次轧制,每道压下量 15%–25%。
产出:5–20mm 厚板,总变形量≥80%,保证组织致密。
进阶:最后一火次交叉轧制(垂直方向),降低各向异性。
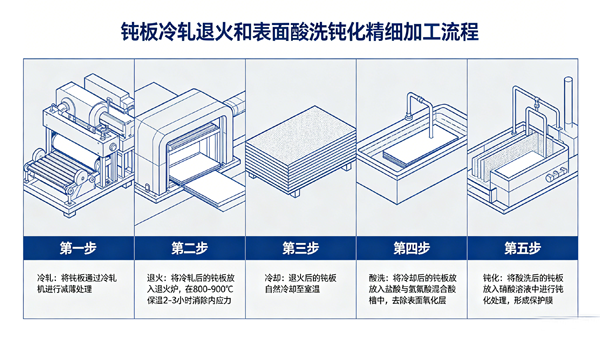
三、冷轧与退火(精轧 + 控性)
冷轧(薄板精加工)
室温,四辊高精度轧机,10–15 道次,每道压下量 8%–15%。
厚度:0.5–5mm,总变形量 70%–80%,提升表面光洁与尺寸精度。
中间退火(防硬化 / 恢复塑性)
温度:550–650℃,真空 / 惰性气氛,保温 1–2h。
作用:消除加工硬化,避免开裂,提升塑性。
成品退火(性能调控)
温度:600–750℃,保温 2–3h。
高韧性:高温长时间;高强度:低温短时间。
四、表面处理(耐蚀 + 光洁)
酸洗:10% HNO₃+2% HF 混合液,去除氧化皮与杂质,防后续污染。
电解抛光:Ra≤0.4μm,提升耐蚀与光洁度,适合高端化工 / 核用。
钝化:铬酸盐 / 磷酸盐处理,形成致密氧化膜,增强耐蚀。
五、精整与检测(交付保障)
矫直:辊式矫直,消除板型不平,保证平面度。
剪切 / 切割:等离子 / 激光 / 水刀,锆易粘刀,需专用参数。
检测:化学成分、力学性能(抗拉 / 屈服 / 延伸)、超声波探伤(内部缺陷)、表面检查。
六、机加工与焊接(成型应用)
机加工:硬质合金刀具,低转速、大进给,避免过热粘刀;禁用含氟切削液(防 HF)。
焊接:TIG(氩气保护)、电子束焊(EBW),焊前严格清理,防氧化与氢脆。
七、关键注意事项
防污染:加工 / 存储与钛、钢隔离,Fe≤0.05%,真空包装防吸氢脆化。
温度严控:热加工与退火温度精准,避免 β 相过热导致晶粒粗大。
- 上一篇:没有啦
- 下一篇:铝钢复合板的加工工艺有哪些? 2026/5/28
 陕公网安备 61030202000320号
陕公网安备 61030202000320号